Commercial brewing
Alfa Laval has a vast range of proven commercial brewing equipment and solutions to meet your efficiency, reliability and consistency requirements on an industrial scale. Our process expertise, along with our professional systems and technologies, new or retrofit, enable you to fine-tune delicate production balances in the commercial brewing process to boost yields, use less energy and water, reduce waste and produce remarkable beers that send out a strong message about your brand’s uniqueness.

Commercial brewing solutions - Brewing on an industrial scale
- Professional brewing solutions for brewers, based on proven brewery techniques
- Proven track record of improved yield and reduced water and energy consumption
- Flexibility that enables you to quickly respond to new trends in the brewing industry
- A global service network of professional brewing specialists to support you with process expertise, spare parts and commercial brewing equipment
Proven solutions for your commercial brewing process
Eliminate the challenges in the brewing process with our brewing equipment
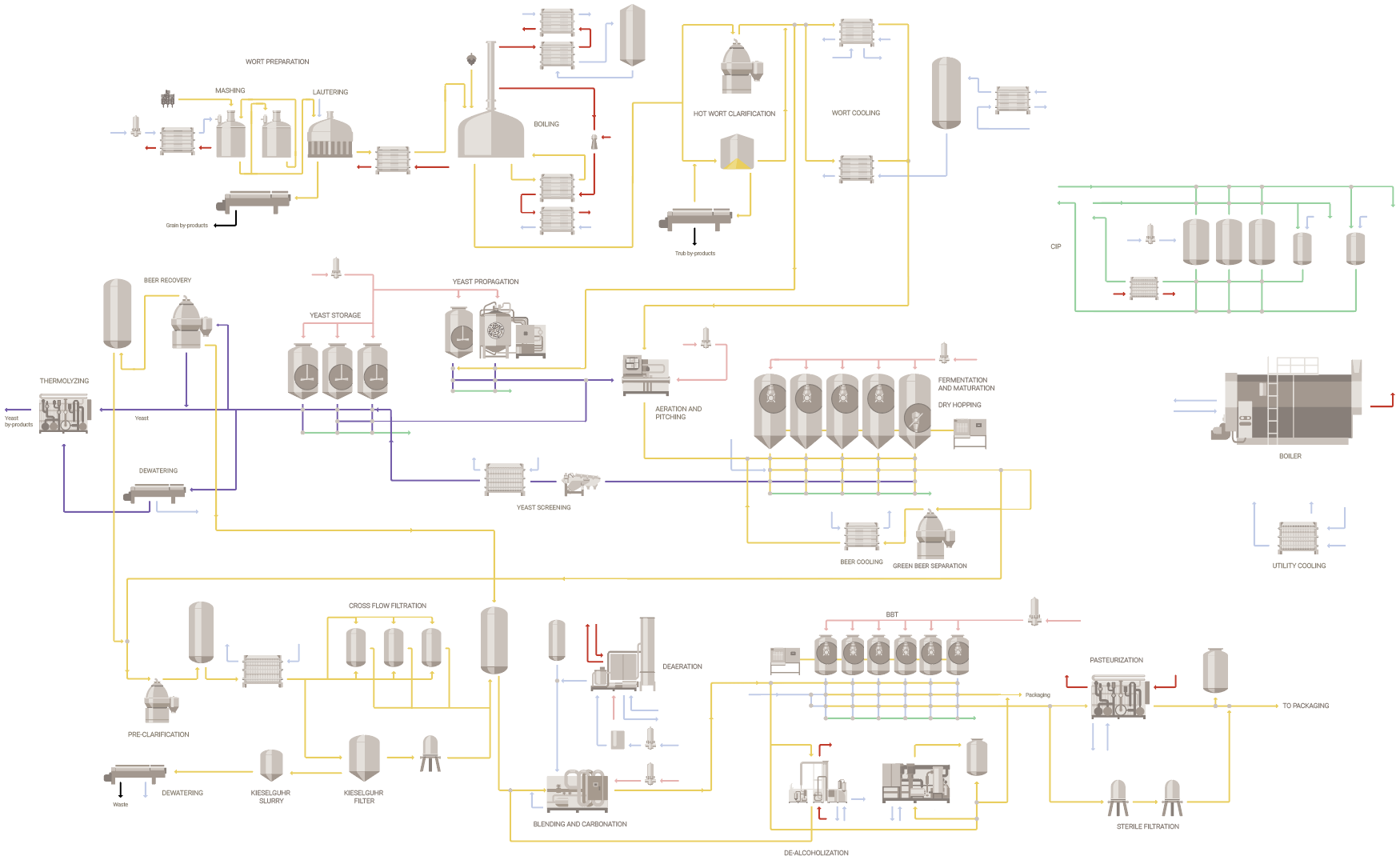
Improving operations is an everyday fact of life for brewers, all the way from the brewhouse to packaging. Incremental improvements to wort yields, beer loss or water usage can amount to significant savings over the long term. See how our brewing process expertise, solutions and individual components for each process block help avoid and overcome common issues in the brewing process.
Brewhouse
Recover wort, reduce waste, save energy and improve brewhouse efficiency and hygiene.
Coldblock
Recover beer, shorten fermentation and maturation time, improve yeast management, sampling and more.
Filtering and treatment
Avoid spoilage, improve beer quality and diversify your products.

Utilities
Optimize cleaning sequences, reducing overall energy and chemical usage.
Seize your seltzer moment
The rapid popularity of hard seltzers is shaking up the alcoholic beverage market. The trend is creating big opportunities for new brands to step in and meet the explosive demand. However, quickly getting your seltzer to market – giving you a differentiated competitive advantage – requires the right equipment and the right knowhow. Discover how Alfa Laval can help.

Join our webinars
Our brewery experts look forward to sharing with you our knowledge and passion.
